- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
¿Qué es la máquina ranuradora CNC V?
2023-12-22
Con el rápido desarrollo del sistema industrial de mi país, cada vez más empresas tienen requisitos cada vez más altos sobre el proceso de doblado de láminas de metal, incluidas algunas otras láminas, por lo que más empresas optan por utilizar el proceso de doblado de láminas de metal. Es necesario realizar un procesamiento previo al ranurado en la posición de flexión debido a factores de competencia en el mercado. La búsqueda de la estética del producto por parte de los clientes está aumentando en consecuencia, por lo que el proceso de ranurado se ha convertido ahora en un proceso necesario antes del proceso de doblado. Con la continua profundización del proceso de planificación. Más industrias están comenzando a utilizar el proceso de ranurado; muchos de ellos incluyen algunas industrias de alta tecnología que también utilizan el proceso de ranurado. Las principales industrias de aplicación del proceso de cepillado incluyen: industria ligera, electrodomésticos, automóviles, procesamiento de acero inoxidable, decoración arquitectónica, industria del mueble, equipos de cocina, equipos de ventilación, aeroespacial, ascensores, chasis, gabinetes, etc. El proceso de ranurado incluye V- procesamiento de ranuras en forma, procesamiento de ranuras en forma de U y procesamiento de ranuras irregulares. Biselado de cantos de chapa, corte y cepillado de chapa, etc.

1. Propósito y uso del diseño y producción de máquinas ranuradoras
1.1 Después de que la máquina ranuradora realice el ranurado en forma de V en la lámina, el ángulo de flexión de la lámina será fácil de formar durante el proceso de flexión y el ángulo R después de la formación será muy pequeño. La pieza de trabajo no se tuerce ni deforma fácilmente, y la rectitud, el ángulo, la precisión dimensional y la apariencia de la pieza de trabajo después de doblarla y formarla pueden lograr buenos resultados.
1.2 Después de que la máquina ranuradora haya ranurado en V la lámina de metal, la fuerza de doblado requerida se reducirá, de modo que las láminas largas y gruesas se puedan doblar en una máquina dobladora de menor tonelaje. Esto reducirá el consumo de energía de la máquina.
1.3 La máquina ranuradora también puede realizar un procesamiento de marcado preposicionado en la hoja para que la pieza de trabajo pueda garantizar una alta precisión en el tamaño del borde de doblado durante el proceso de doblado.
1.4 Bajo los requisitos especiales del proceso de ranurado, la máquina ranuradora puede procesar ranuras en forma de U en la superficie de algunas láminas, de modo que la superficie procesada pueda ser hermosa, antideslizante y práctica para empalmar.
2. Clasificación y modos de procesamiento de máquinas ranuradoras
2.1. Las máquinas ranuradoras se dividen en dos categorías: ranuradoras discretas y ranuradoras de pórtico (horizontales).
2.2. Las máquinas ranuradoras verticales incluyen ranuradoras con portaherramientas simple y con portaherramientas doble. La máquina post-ranuradora de una sola herramienta adopta ranurado por corte derecho. La máquina ranuradora con portaherramientas doble se puede dividir en ranurado por corte a la derecha y ranurado por corte a la izquierda. También se puede utilizar con dos portaherramientas para realizar ranurados por corte a la derecha y procesamiento de corte a la izquierda al mismo tiempo. También puede utilizar ranurado bidireccional de ida y vuelta.
2.3.Las máquinas ranuradoras de pórtico se pueden dividir en ranuradoras de un solo accionamiento y ranuradoras de doble accionamiento. Ambas ranuradoras utilizan el modo de mecanizado de corte derecho.

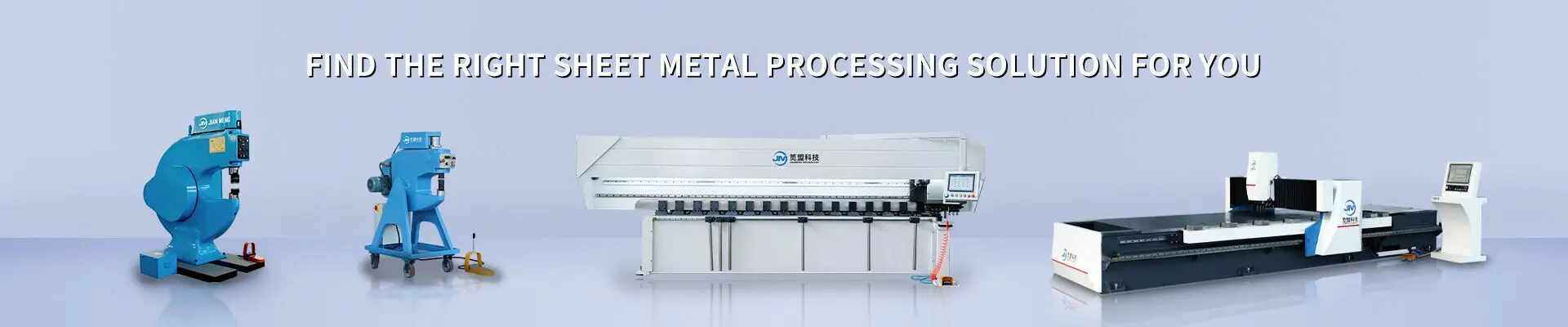
Ranuradora horizontal en V de alta velocidad

Ranuradora horizontal de doble accionamiento en v

Ranuradora vertical en V de alta velocidad

Ranuradora vertical en V de ida y vuelta

Ranuradora en V de cuatro lados totalmente automática
3. Categorías de compresión y sujeción de máquinas ranuradoras
3.1.Las máquinas ranuradoras verticales se pueden dividir en dispositivos hidráulicos, dispositivos neumáticos y dispositivos de mezcla de gas y líquido.
3.2.La máquina ranuradora de pórtico, al igual que la máquina ranuradora vertical, también se divide en dispositivo hidráulico, dispositivo neumático y dispositivo de mezcla de gas y líquido.
4.La estructura de la máquina ranuradora
4.1.Las máquinas ranuradoras verticales se pueden dividir en dos tipos: soldadura de cuerpo completo y conexiones tipo tornillo. Debido a que las conexiones tipo tornillo causarán aflojamiento y deformación de las conexiones del equipo durante el levantamiento y transporte del equipo, generalmente se usa el tipo de soldadura de cuerpo completo. Las principales piezas soldadas de la bancada de la máquina están templadas con gas natural para eliminar tensiones. Después de la soldadura, toda la máquina se procesa utilizando un centro de mecanizado CNC de pórtico.
4.2.La máquina ranuradora de pórtico adopta tecnología de soldadura de cuerpo completo. Toda la plataforma y el pórtico se templan con gas natural para eliminar la tensión y luego toda la máquina se procesa utilizando un centro de mecanizado CNC de pórtico.
4.3.La estructura de la carrocería de la máquina ranuradora vertical consta de columnas izquierda y derecha, un banco de trabajo, una placa de presión para el soporte de herramientas, una viga transversal, un marco de calibre trasero, un soporte para herramientas de planificación y otros componentes principales.
4.4.La estructura del cuerpo de la máquina ranuradora de pórtico consta de componentes principales como el banco de trabajo, el marco del pórtico y el soporte para herramientas.
4.5.Las máquinas ranuradoras verticales y de pórtico no solo eliminan la tensión sino que también garantizan excelentes efectos de pintura mediante el chorro de arena.
4.6.Los paneles del banco de trabajo de las máquinas ranuradoras verticales y de pórtico están todos soldados con acero No. 45. El marco está soldado con una placa de acero Q345. La máquina herramienta en general tiene buena rigidez y es fuerte y duradera.
5. Principios de funcionamiento y conducción de la máquina ranuradora
5.1.Accionamiento de trabajo de la máquina ranuradora vertical.
a.El banco de trabajo de la máquina ranuradora está diseñado para tener una altura humanizada de aproximadamente 850 mm. La superficie de trabajo está diseñada con una mesa de material 9crsi de alta resistencia debajo de la trayectoria del portaherramientas, con una dureza de cromo de 47-50 grados para garantizar la durabilidad de la superficie de trabajo.
b.El accionamiento de la máquina ranuradora se compone de X, Y, Z y W. Los ejes X, Z y W están instalados respectivamente en la viga de la placa de presión. El eje X es el eje de procesamiento y corte, que controla principalmente la longitud del procesamiento de chapa. Está accionado por una cremallera helicoidal de 3 módulos, un engranaje helicoidal de aleación, un motor de husillo de 5,5 kW y un reductor de estrella con relación 1:5. El eje Z y el eje W son accionados respectivamente por husillos de bolas rectificados de doble tuerca con un diámetro de 32 mm. Y un servomotor de 1kW, dos juegos de guías de cola de milano y acoplamientos para la conducción. El eje Y es el eje de alimentación del tope trasero. Controla principalmente la distancia entre las ranuras de procesamiento de la hoja. Se instala en el marco del tope trasero del banco de trabajo. Consta de un husillo de bolas de una sola tuerca de 32 mm de diámetro, un riel guía lineal de 30 mm y una correa síncrona de 8 mm. , Rueda síncrona de relación 1:2, impulsada por un servomotor de 2kW.
5.2.Accionamiento de trabajo de la máquina ranuradora de pórtico
a. La plataforma de trabajo de la máquina ranuradora está diseñada a una altura fácil de usar de aproximadamente 700 mm que puede ser levantada suavemente por 2 personas y cargada sin obstáculos. Los rieles guía lineales principales y auxiliares izquierdo y derecho están diseñados para instalarse en ambos lados del banco de trabajo. La máquina ranuradora de pórtico de accionamiento único El bastidor está instalado en el lado de control de operación. Los bastidores de la máquina ranuradora de pórtico de doble accionamiento están instalados a ambos lados de la plataforma del banco de trabajo.
b.El accionamiento de la máquina ranuradora se divide en X (eje de la viga), Y (eje de movimiento izquierdo y derecho del portaherramientas), Y2 (eje de movimiento izquierdo y derecho del prensatelas delantero) y eje Z (movimiento hacia arriba y hacia abajo del portaherramientas). eje). El eje X se basa principalmente en la longitud del procesamiento de chapa y es el eje de corte principal. Se instala en el pórtico y pasa a través de un motor de husillo de 5,5 kilovatios, un reductor en estrella con relación de 1:5, una correa sincrónica de 8 mm y dos ruedas sincrónicas con relación de 1:1, un engranaje helicoidal de aleación de 3 troqueles y un bastidor helicoidal montado. en la cama para conducir. Los ejes Y1 e Y2 son respectivamente los ejes de alimentación móviles, que controlan principalmente el tamaño de la distancia entre ranuras. Cuando el eje Y1 se utiliza para el procesamiento del portaherramientas, el eje de posicionamiento del tamaño de procesamiento requerido también se instala en el pórtico, a través de un servomotor de 1 kilovatio, una correa síncrona de 8 mm, dos ruedas síncronas con una relación de 1:1,5 y Dos rieles guía lineales de 30 mm (el riel guía superior está equipado con 2 asientos deslizantes y el riel guía inferior está equipado con 3 asientos deslizantes), accionados por un husillo de bolas de tuerca única con un diámetro de 32 mm. El eje Y2 es el eje de movimiento izquierdo y derecho de la platina del prensatelas delantero. Está sincronizado con Y1. Todos reciben instrucciones para ingresar las dimensiones de procesamiento al mismo tiempo y corren a la posición requerida. El eje Y2 se instala dentro de la parte inferior de la cama y pasa por un servomotor de 1 kilovatio. Para la conducción se utilizan una correa de distribución de 8 mm, dos ruedas síncronas con una relación de 1:1,5, un husillo de bolas de tuerca única con un diámetro de 32 mm y dos varillas pulidas cromadas con un diámetro de 45 mm. El eje Z es el eje de avance del portaherramientas, que se basa principalmente en la profundidad del material en hoja a procesar. Pasa a través de un servomotor de 1 kilovatio, un husillo de bolas rectificadoras de doble tuerca de 32 mm de diámetro y dos rieles guía lineales de 35 mm (cada uno equipado con dos correderas) y un acoplamiento para el accionamiento.
c.Si la máquina ranuradora está diseñada con accionamientos duales y se agrega un eje X2, el eje X2 se diseñará para funcionar sincrónicamente con el eje X1.